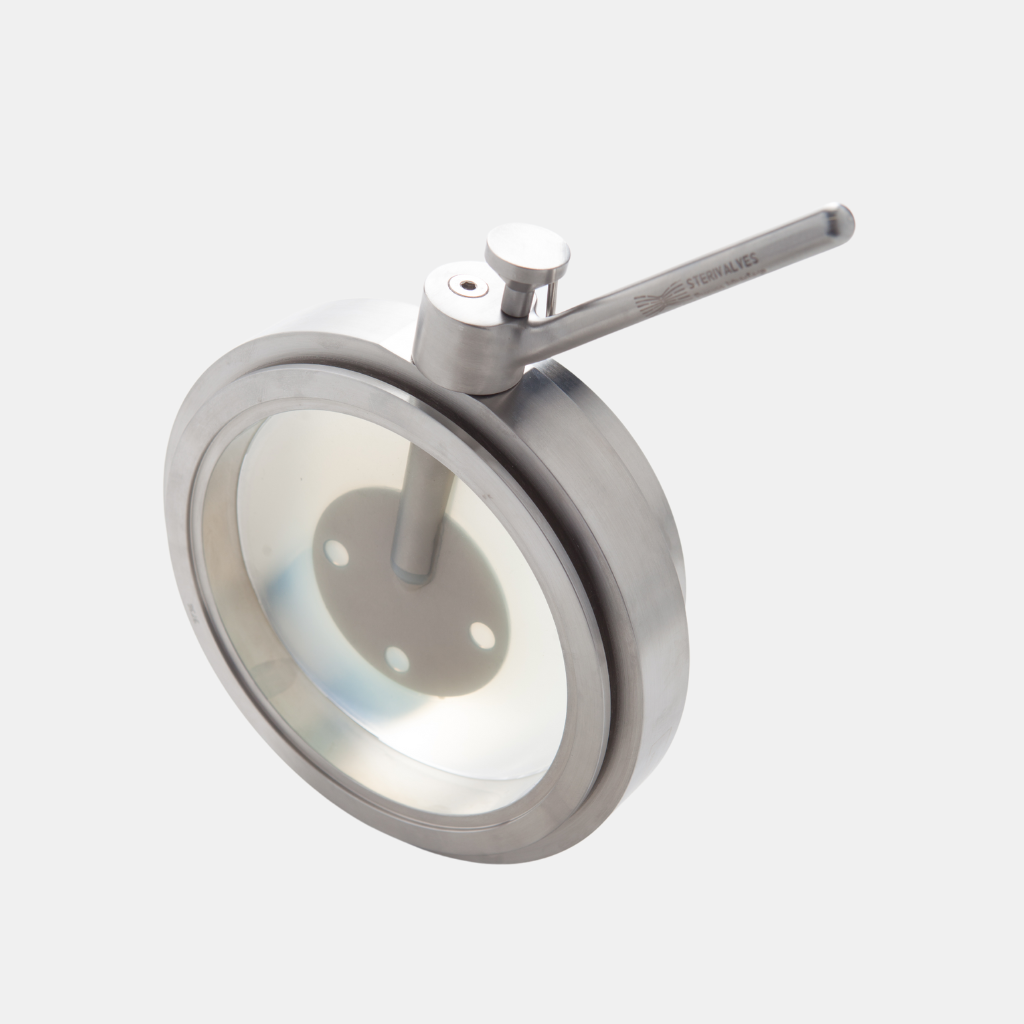
Pharmalite – Precision Sealing for Critical Applications
Pharmalite is a high-performance eccentric butterfly valve designed specifically for the pharmaceutical, chemical, and food industries, where hygiene, safety, and precision are paramount. Featuring an innovative inflatable gasket, Pharmalite eliminates the risk of elastomer particle contamination, ensuring the highest level of product purity—making it ideal for critical processes such as injectable pharmaceutical production.
Its robust construction guarantees reliable, precise volumetric dosing and safe flow control, even under differential pressures. Pharmalite’s durability and sealing performance optimize production efficiency while meeting the strictest industry standards for sterile environments.
Key Features
Engineered for Maximum Product Purity
Inflatable gasket provides hermetic sealing and prevents elastomer particle release
Designed for contamination-sensitive processes like injectable pharma
Maintains product integrity throughout frequent opening and closing cycles
Ideal for powders and granulates in sterile and hygienic production
Reliable Flow Control Under Variable Pressures
Enables precise volumetric dosing between environments with different pressures
Maintains pressure equilibrium to avoid material loss or dispersion
Suitable for use in silos, vertical mixers (cone mixers), and critical dosing points
Supports continuous operation with minimal maintenance
Built to Withstand Intensive Use
Resistant to high-frequency opening and closing without sealing degradation
Extends operational life while reducing maintenance downtime
Perfect for high-demand pharmaceutical, chemical, and food applications
Meets ATEX, FDA, and EHEDG certifications for industry compliance
Optimize Production Efficiency and Compliance
Enhances finished product quality by eliminating contamination risks
Minimizes waste and reduces operational costs with consistent flow control
Facilitates regulatory compliance with hygienic, traceable design
Improves overall process productivity and reliability in critical environments
Interested?
Request a preliminary analysis and receive the product’s technical sheet, the technical drawing, and a customized proposal for your project — with no obligation.
Chosen by leading global players across the industrial sector:
We work side by side with our clients, fostering an open and solution-driven dialogue to deliver customized systems that fully align with industry standards and certifications.
Our presence spans Europe, the Americas, Australia, Japan, China, and India through a partner network that guarantees local support and responsiveness.
We serve the pharmaceutical, fine chemical, and food industries, reinforcing our ability to deliver trusted support — even in highly demanding scenarios.